-


-
-



Wechat

-
WhatsApp


Полиэтиленовая направляющая
Когда слышишь 'полиэтиленовая направляющая', первое, что приходит в голову — обычная пластиковая планка, кусок полиэтилена. Многие так и думают, особенно те, кто только начинает работать с износостойкими полимерными компонентами. Но на практике разница между просто 'куском пластика' и инженерной деталью — колоссальная. Я сам через это прошел: лет десять назад мы ставили на конвейер первые направляющие из HDPE, купленные по принципу 'лишь бы подошло по размеру'. Результат? Через три месяца — повышенный износ, задиры на металлических сопрягаемых поверхностях, постоянные простои. Тогда и стало понятно, что ключ — не в материале как таковом, а в его марке, обработке и, что самое главное, в понимании условий работы. Сейчас, глядя на ассортимент, например, ООО 'Циндао Дэфэнюань Международная Торговля', видишь уже не просто 'полиэтилен', а четкое разделение: UHMWPE для экстремальных нагрузок и абразива, HDPE для более спокойных сред, но тоже с расчетом. И это правильный подход.
Из чего делают и почему это имеет значение
Итак, основа — полиэтилен. Но если взять обычный полиэтилен низкого давления (HDPE), он хорош для умеренных условий: направляющие для ящиков, легких тележек, некритичных направляющих в упаковочном оборудовании. Его плюс — баланс цены и достаточной износостойкости. Мы его часто использовали в проектах для логистических центров, где важна низкая стоимость и быстрая замена. Но есть нюанс: не всякий HDPE одинаков. Плотность, молекулярный вес — от этого зависит сопротивление истиранию. Иногда поставщики присылают материал, который по паспорту HDPE, а на деле он мягкий, 'мыльный'. После такого начинаешь требовать сертификаты с испытаниями на истирание по Таберу или хотя бы данные по плотности.
Совсем другая история — полиэтиленовая направляющая из сверхвысокомолекулярного полиэтилена (UHMWPE). Вот это уже серьезно. Коэффициент трения у него как у льда, износостойкость выше, чем у многих сталей. Но и тут подводные камни. UHMWPE бывает разный: гомополимер, сополимер, с разной степенью ориентации молекул. Для направляющих, которые работают под ударной нагрузкой (скажем, направляющие приемного стола на лесопилке или направляющие для тяжелых стальных плит), нужен именно гомополимер с высокой ударной вязкостью. Помню случай на одном из деревообрабатывающих комбинатов под Пермью: поставили направляющие из UHMWPE, но через полгода они пошли трещинами. Оказалось, материал был низкокачественный, с включениями. После перешли на проверенных поставщиков, в том числе рассматривали продукцию от Дэфэнъюань, потому что у них в ассортименте как раз есть и листы, и стержни UHMWPE, из которых можно фрезеровать сложные направляющие профили. Это важно, когда нужна не просто пластина, а деталь с пазами, крепежными отверстиями.
Еще один момент, о котором часто забывают при заказе — обработка кромок. Направляющая из полиэтилена, особенно UHMWPE, после резки часто имеет острые, 'задиристые' края. Если их не снять фаской или не обработать, они сами становятся абразивом для сопрягаемой детали. Мы научились это делать обязательно, даже если заказчик в спецификации не указал. Простая ручная зачистка мелкой шкуркой увеличивает срок службы пары 'металл-полимер' на 15-20%, это проверено.
Где и как применяют: реальные кейсы и ошибки
Основные сферы, где мы применяли полиэтиленовые направляющие — это тяжелая промышленность, портовое оборудование и пищевое производство. В пищепроме — отдельная тема: там нужны часто не просто направляющие, а целые системы из HDPE или UHMWPE для конвейеров, которые контактируют с продуктом. Требования к чистоте поверхности, отсутствию пор, где может застрять органика. Тут как раз выручают технологии вроде литья или выдувного формования, которые позволяют получить деталь сложной формы без швов. На сайте dfycorp.ru, кстати, видно, что компания работает с такими технологиями как ротационное и выдувное формование — это говорит о возможности делать нестандартные изделия, а не только резать из листа.
А вот в портовом хозяйстве — экстремальные условия. Направляющие для швартовых устройств, направляющие на причалах для защиты корпусов судов. Тут работает только UHMWPE высочайшего качества. И важна не просто твердость, а способность работать в морской воде, под воздействием ультрафиолета, при циклических нагрузках. Ставили мы как-то направляющие из обычного полиэтилена высокой плотности на отбойное устройство небольшого причала. Материал вроде бы плотный, но через год появились глубокие борозды от трения о металлические рымы барж, да и сам полиэтилен стал хрупким на морозе. Переделали на UHMWPE — проблема ушла. Сейчас при подборе всегда смотрим на наличие в ассортименте поставщика специализированных продуктов, например, швартовных плит из UHMWPE. Если компания делает такие ответственные вещи, то и к их направляющим из того же материала доверие выше.
Еще один интересный кейс — направляющие в станкостроении, но не для режущих частей, а для систем удаления стружки, защитных кожухов. Там важна низкая адгезия — чтобы стружка не налипала. UHMWPE подходит идеально. Но тут критична точность размеров и стабильность геометрии. Полиэтилен, особенно при перепадах температур, может 'вести'. Поэтому для таких применений мы всегда заказывали направляющие из стабилизированных марок, либо давали заказчику рекомендации по монтажным зазорам, которые компенсируют тепловое расширение. Это та самая практическая мелочь, которой нет в учебниках.
С какими проблемами сталкиваешься на монтаже и в эксплуатации
Первая и главная проблема — крепление. Полиэтилен, особенно UHMWPE, плохо держит резьбу. Если просто нарезать в нем отверстие и вкрутить болт, через несколько циклов затяжки резьба срывается. Решений несколько: либо использовать вставные металлические резьбовые втулки (их потом запрессовывают или вплавляют), либо делать сквозные отверстия и ставить болт с гайкой и широкой шайбой. Мы чаще шли по второму пути для тяжелонагруженных направляющих. Бывало, что заказчики, пытаясь сэкономить, требовали нарезать резьбу прямо в теле направляющей. Отговаривали, как могли, но если настаивали — делали с условием, что ответственность за обрыв крепления на них. Обычно после первого же инцидента возвращались к варианту с втулками.
Вторая проблема — температурное расширение. Коэффициент линейного расширения у полиэтилена раз в 10 выше, чем у стали. Если жестко закрепить длинную (более метра) полиэтиленовую направляющую по всей длине на стальном основании, то летом она выгнется 'горбом', а зимой, сжавшись, может создать такие напряжения в точках крепления, что треснет. Правильный монтаж — крепление в пазах овальной формы, позволяющих детали 'дышать', либо точечное крепление с шагом, оставляющим свободу для движения. Об этом часто не пишут в каталогах, но в проектной документации для ответственных объектов мы это всегда указывали.
Третье — совместимость с смазками. Не все полиэтилены хорошо работают со стандартными консистентными смазками. Некоторые виды смазок на минеральной основе могут вызывать набухание или размягчение материала. Перед пуском всегда советовали проверить совместимость. Для большинства марок UHMWPE это не критично, но для некоторых HDPE — вполне. Лучше всего, если направляющая работает в режиме сухого трения или с водяной смазкой — тут полиэтилен вне конкуренции.
Как выбрать поставщика: на что смотреть кроме цены
Цена, конечно, важна. Но когда речь идет о полиэтиленовых направляющих для ответственных применений, дешевизна часто оборачивается многократными затратами на ремонт и простой. При выборе поставщика, будь то крупный склад или специализированная инжиниринговая компания вроде ООО 'Циндао Дэфэнюань Международная Торговля', я всегда обращал внимание на несколько моментов. Во-первых, наличие полного цикла или хотя бы контроля качества сырья. Если поставщик просто режет купленные где-то листы, это одно. Если же у него есть данные о партиях сырья, сертификаты на материал, возможность предоставить образцы для испытаний — это серьезный плюс. На их сайте видно, что они работают именно с инженерными материалами, а это предполагает более глубокое понимание свойств продукта.
Во-вторых, технологические возможности. Может ли поставщик не только отрезать прямоугольник, но и изготовить направляющую сложного профиля, с пазами, криволинейную? Есть ли у него оборудование для фрезеровки, токарной обработки полимеров? Это критично, когда нужно интегрировать полимерную направляющую в существующий узел, а не проектировать узел под стандартную пластину. Упоминание на сайте dfycorp.ru о литьевых вставках и ротационном формовании как раз намекает на гибкость в производстве деталей, а не только полуфабрикатов.
В-третьих, примеры реализованных проектов. Не просто 'поставляем для промышленности', а конкретные кейсы: 'направляющие для конвейера обогатительной фабрики', 'износостойкие панели и направляющие для разгрузочных доков'. Когда видишь, что компания поставляла, к примеру, радиационно-защитные материалы или опорные плиты, это говорит о работе со сложными, ответственными заказами. Значит, и к качеству обычной направляющей у них подход будет соответствующий. Мы как-то заказывали направляющие у поставщика, который в основном торговал листами для рекламы. Разница в качестве обработки кромок и точности размеров была разительной по сравнению с профильным инженерным поставщиком.
Взгляд в будущее: что будет меняться
Судя по тому, что видно на рынке, будущее за комбинированными решениями. Не просто полиэтиленовая направляющая, а гибридная деталь: стальное основание для жесткости и крепления, а на него уже накладка из UHMWPE для работы на износ. Или направляющие с интегрированными датчиками износа. Пока это редкость, но запросы уже есть, особенно от крупных компаний, которые внедряют систему predictive maintenance. Тут важно, чтобы полимерная часть была надежно соединена с металлом — технологии вроде адгезивной склейки специальными составами или механического замкового соединения будут развиваться.
Еще один тренд — экология и вторичная переработка. Сейчас направляющие из полиэтилена, отслужившие свой срок, чаще всего просто отправляются на свалку. Но давление растет. Возможно, скоро появятся поставщики, которые будут предлагать направляющие из регранулята UHMWPE или HDPE, конечно, с соответствующим информированием о немного сниженных механических свойствах, но для менее ответственных применений. Для компании, которая позиционирует себя как международный торговый дом, работающий с инженерными материалами, это может стать интересным направлением развития ассортимента.
И последнее — цифровизация заказа. Сейчас чтобы получить направляющую нестандартного размера, часто нужно долго переписываться, отправлять чертежи. В будущем, думаю, у крупных поставщиков появятся онлайн-конфигураторы, где можно будет задать профиль, длину, материал, тип обработки кромок и сразу получить расчетную стоимость и сроки. Это сильно ускорит процесс для типовых, но нестандартных задач. Пока же приходится опираться на опыт менеджеров, которые понимают разницу между 'просто отрезать' и 'изготовить деталь'. И в этом плане работа с компаниями, у которых в штате есть инженеры-технологи, а не только менеджеры по продажам, всегда предпочтительнее.
В общем, полиэтиленовая направляющая — это далеко не простая тема. Это про материалознание, про понимание трения и износа, про инженерный подход к монтажу. И когда находишь поставщика, который разделяет этот подход, работа становится намного проще и надежнее.
Соответствующая продукция
Соответствующая продукция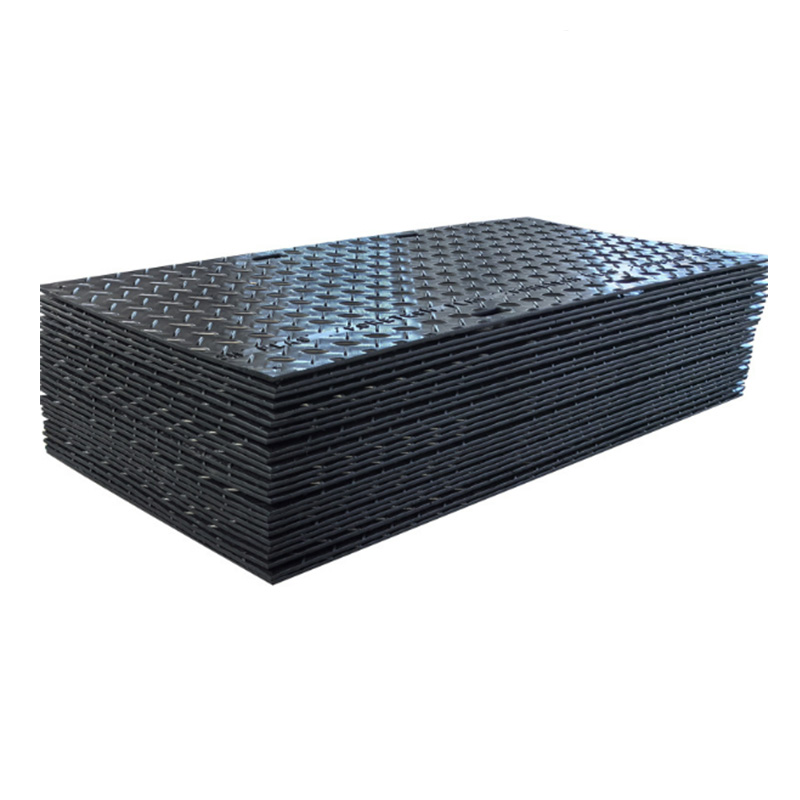




Самые продаваемые продукты
Самые продаваемые продукты-
 Защитные экраны от радиации
Защитные экраны от радиации -
 Литьевые изделия
Литьевые изделия -
 Тренировочные панели для хоккея
Тренировочные панели для хоккея -
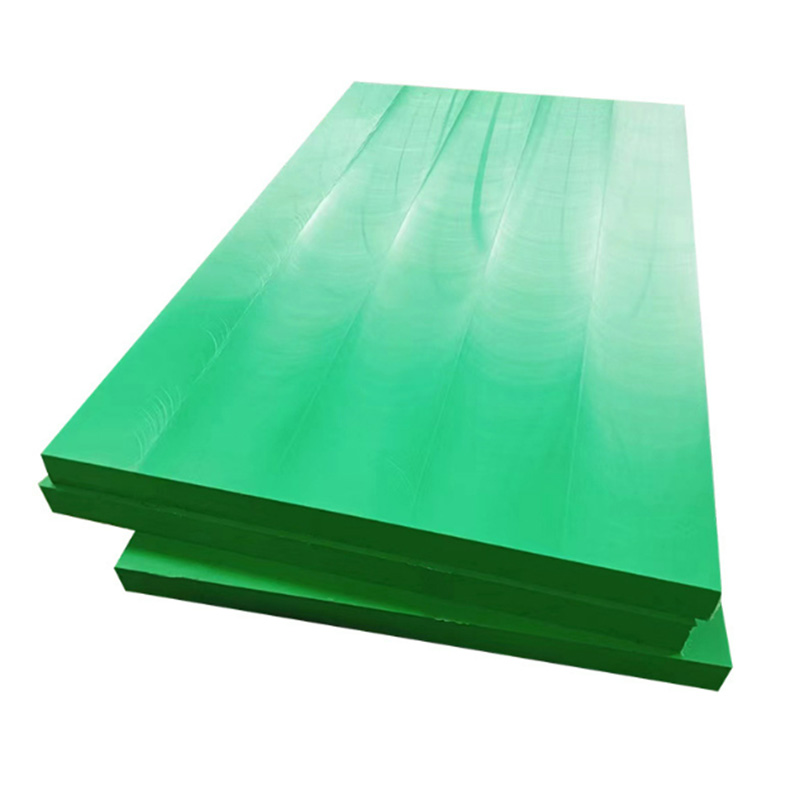
 Плиты из сверхвысокомолекулярного полиэтилена
Плиты из сверхвысокомолекулярного полиэтилена -
 Плавучие тела для загрязнений и трубопроводов из полиэтилена
Плавучие тела для загрязнений и трубопроводов из полиэтилена -
 Тренировочные панели для футбола
Тренировочные панели для футбола -
 Легкие дорожные плиты
Легкие дорожные плиты -
 Предупредительные буи-ограничители из полиэтилена
Предупредительные буи-ограничители из полиэтилена -
 Стержни из сверхвысокомолекулярного полиэтилена
Стержни из сверхвысокомолекулярного полиэтилена -
 Износостойкие футеровочные плиты для угольных/зерновых бункеров
Износостойкие футеровочные плиты для угольных/зерновых бункеров -
 Дорожные плиты с двусторонней текстурой
Дорожные плиты с двусторонней текстурой -
 Анкерные плиты типа V-LOCK
Анкерные плиты типа V-LOCK
Связанный поиск
Связанный поиск- многофункциональная складная тренировочная платформа Поставщики
- навигационные буи завод
- полиэтиленовые профильные изделия
- втулка полиэтиленовая под фланец Производитель
- новый защитный костюм от ионизирующего излучения
- коррозионностойкие пластиковые дорожные панели заводы
- полиэтиленовые лабораторные радиационно-защитные панели завод
- листы из полиэтилена высокой плотности
- детали из инженерных пластиков
- самосмазывающаяся износостойкая футеровка угольного бункера из UHMWPE Производитель