-


-
-



Wechat

-
WhatsApp


пластмассовое литьё заводы
Начну с того, что термин 'пластмассовое литьё заводы' часто воспринимается как какой-то единый, монолитный процесс. Но на самом деле, это огромный спектр технологий, масштабов и специализаций. В голове сразу всплывают огромные конвейеры, автоматизированные линии, передовое оборудование… И это, конечно, так, но реальность часто бывает гораздо сложнее и нюансированнее. Многие начинающие компании ошибочно считают, что для начала достаточно купить литьевую машину, а дальше – дело техники. Но эффективность, качество и рентабельность – это результат комплексного подхода, включающего выбор правильного оборудования, материалов, а главное – квалифицированного персонала и продуманного технологического процесса.
Обзор: От концепции к готовому изделию
В общих чертах, процесс пластмассового литья выглядит так: подготовка сырья (пластика), его расплавление, заполнение литьевой формы и последующее охлаждение и извлечение готового изделия. Существуют разные методы литья: литье под давлением, литье под продавливанием, литёроротационное, литьё выдуванием. Выбор метода зависит от множества факторов: объема производства, сложности детали, требуемой точности и, конечно, от типа используемого пластика. ООО Циндао Дэфэнюань Международная Торговля (https://www.dfycorp.ru) активно работает с различными полимерами, предлагая как литьевые вставки, так и решения по ротационному формованию и литью под давлением. Их ассортимент включает в себя изделия из UHMWPE и HDPE, которые отличаются высокой износостойкостью и прочностью.
Литье под давлением: скорость и точность
Литье под давлением – это самый распространенный и, пожалуй, самый эффективный метод для серийного производства деталей сложной формы. Он позволяет получать изделия с высокой точностью размеров и отличными механическими свойствами. Но, как и у любого процесса, у него есть свои недостатки. Например, для производства небольших партий деталей литье под давлением может быть нерентабельным из-за высокой стоимости оснастки. А работа с некоторыми видами пластиков (особенно с инженерными) требует специального оборудования и опыта. Мы однажды столкнулись с проблемой деформации деталей из полиамида (PA6) при литье под давлением. Пришлось пересмотреть технологические параметры, увеличить время охлаждения и подбирать оптимальный режим работы пресса.
Литье под продавливанием: для длинномерных деталей
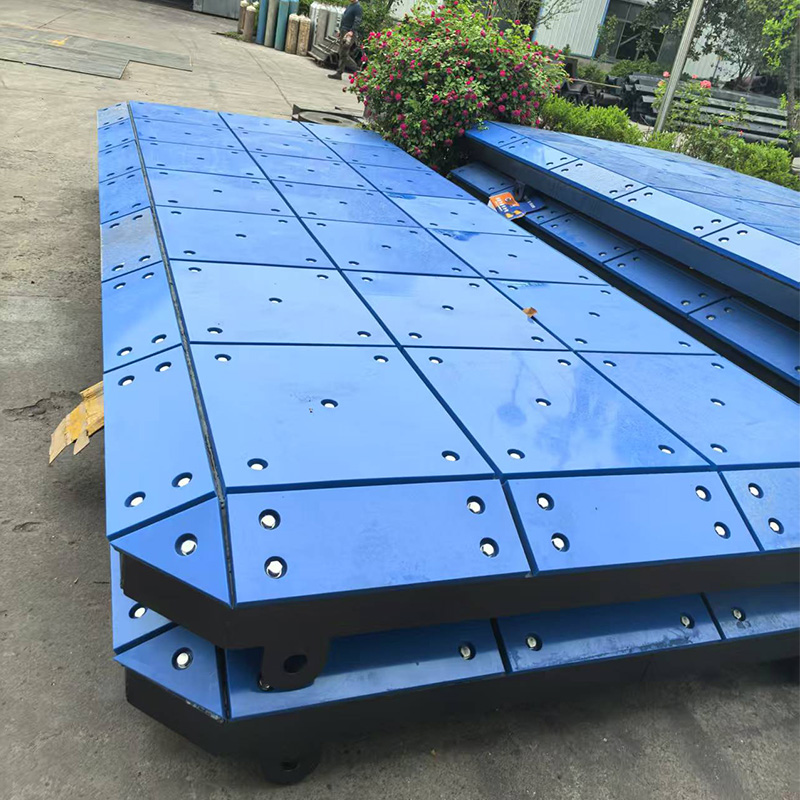
Литье под продавливанием, или экструзия, используется для производства длинномерных деталей – профилей, труб, листовых материалов. Это относительно простой и экономичный метод, но он подходит не для всех видов пластиков и не для всех типов форм. Преимущество этого метода в возможности получения изделий с высокой точностью размеров и гладкой поверхностью. Примером может служить производство опорных плит, дорожных плит и футбольных тренировочных щитов из UHMWPE. Эти детали часто изготавливаются методом литья под продавливанием благодаря его экономичности и возможности получения больших объемов продукции.
Литьё ротационное: для сложных, пористых форм
Литьё ротационное (или ротационное формование) – это метод производства полых, однородных деталей сложной формы. Он особенно подходит для производства игрушек, контейнеров, медицинского оборудования. Особенность этого метода в том, что пластиковая масса вращается в форме, нагреваясь и расплавляясь, а затем, охлаждаясь, принимает форму полости. Это позволяет получать изделия без швов и внутренних напряжений. ООО Циндао Дэфэнюань использует ротационное формование для производства различных деталей, включая радиационно-защитные материалы. Этот процесс позволяет добиться высокой однородности и прочности, что критично для применения в условиях радиации.
Вопросы, возникающие в процессе производства
Одним из самых распространенных вопросов, с которыми сталкиваются владельцы заводов по литью пластика, является контроль качества. Недостатки, такие как дефекты поверхности, трещины, пузыри воздуха, могут существенно снизить надежность и долговечность готовой продукции. Для решения этой проблемы используются различные методы контроля: визуальный осмотр, ультразвуковой контроль, рентгеновский контроль. Кроме того, важно проводить регулярный мониторинг технологических параметров процесса, таких как температура расплава, давление, время охлаждения.
Материалы и их свойства
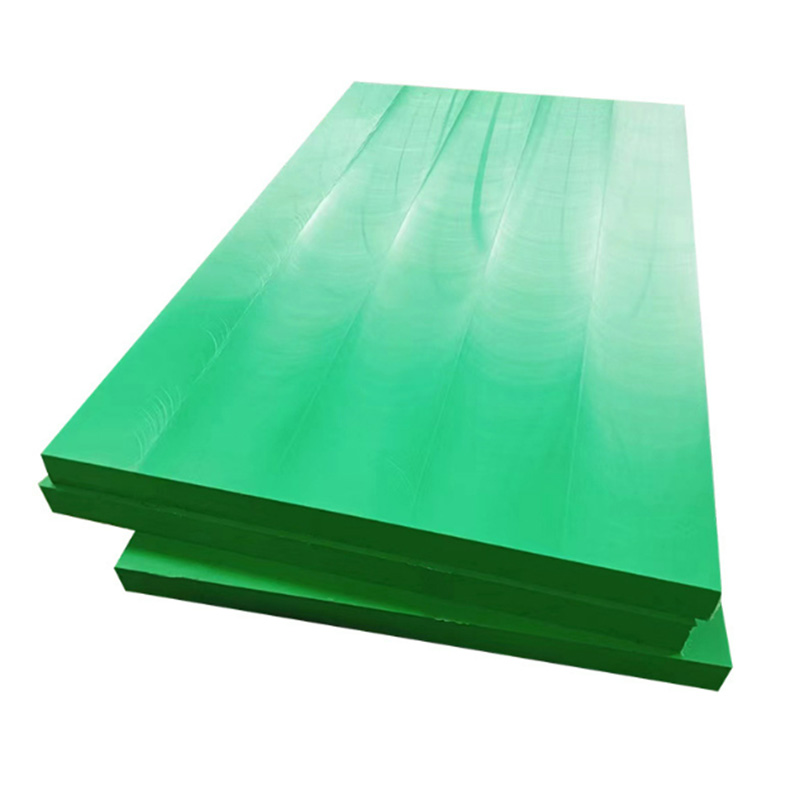
Выбор правильного материала – это ключевой фактор, от которого зависит качество и свойства готовой продукции. Разные виды пластиков обладают разными характеристиками: прочностью, устойчивостью к высоким температурам, химической стойкостью. Например, UHMWPE отличается высокой износостойкостью и устойчивостью к истиранию, что делает его идеальным материалом для производства деталей, работающих в агрессивных средах. HDPE же обладает хорошей химической стойкостью и может использоваться для производства контейнеров и емкостей.
Ошибки и их последствия
Мы в свое время допустили ошибку, используя некачественный пластик. Это привело к тому, что изготовленные детали имели низкую прочность и быстро выходили из строя. В результате пришлось переделывать большую партию продукции, что повлекло за собой дополнительные затраты и задержку сроков поставки. Поэтому, при выборе поставщика материалов, важно обращать внимание не только на цену, но и на репутацию компании, а также на наличие сертификатов качества.
Решение проблем с деформацией
Деформация деталей при литье – это распространенная проблема, которая может быть вызвана различными факторами: неправильным выбором температуры, недостаточным давлением, неправильной конструкцией формы. Для решения этой проблемы необходимо анализировать причины деформации и корректировать технологические параметры процесса. В некоторых случаях может потребоваться перепроектирование формы.
В заключение, пластмассовое литьё заводы – это сложная и многогранная отрасль. Успешное производство требует комплексного подхода, включающего выбор правильного оборудования, материалов, квалифицированного персонала и продуманного технологического процесса. Не стоит недооценивать важность контроля качества и постоянного улучшения технологических параметров.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
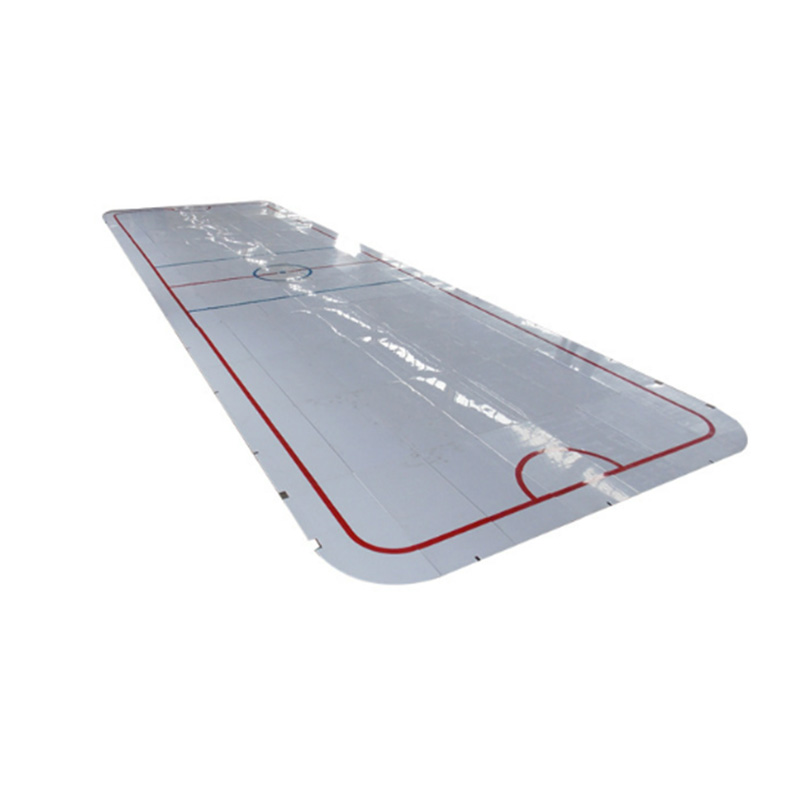 Имитационные ледовые панели
Имитационные ледовые панели -
 Износостойкие футеровочные плиты
Износостойкие футеровочные плиты -
 Износостойкие футеровочные плиты для угольных/зерновых бункеров
Износостойкие футеровочные плиты для угольных/зерновых бункеров -
 Скользящие транспортировочные плиты
Скользящие транспортировочные плиты -
 Стержни из сверхвысокомолекулярного полиэтилена
Стержни из сверхвысокомолекулярного полиэтилена -
 Опорные подкладки
Опорные подкладки -
 Навигационные буи из сверхвысокомолекулярного полиэтилена
Навигационные буи из сверхвысокомолекулярного полиэтилена -
 Дорожные плиты с двусторонней текстурой
Дорожные плиты с двусторонней текстурой -
 Тренировочные скользящие панели
Тренировочные скользящие панели -
 Литьевые изделия
Литьевые изделия -
 Стержни из полиэтилена высокой плотности
Стержни из полиэтилена высокой плотности -
 Предупредительные буи-ограничители из полиэтилена
Предупредительные буи-ограничители из полиэтилена
Связанный поиск
Связанный поиск- износостойкая футеровка жёлоба завод
- втулка полиэтиленовая с удлиненным хвостовиком Основная страна покупателя
- домашнее спортивное оборудование Поставщик
- расширяемые многосекционные панели для хоккея
- огнеупорный листовой материал Производитель
- тренировочные коврики для скольжения завод
- сплошные экструдированные стержни Производители
- тренировочные маты для хоккея с шайбой Производители
- термостойкие листы Поставщики
- коррозионностойкие пластиковые дорожные панели