-


-
-



Wechat

-
WhatsApp


обработанные детали из инженерных пластиков
Сразу скажу – когда говорят об обработанных деталях из инженерных пластиков, многие думают о чем-то вроде простого фрезерования или сверления. А это, как правило, далеко не так. По опыту, неверная оценка материала и неподходящий выбор инструмента приводят к быстрому износу и, как следствие, к серьезным проблемам в производстве. В этой статье я поделюсь некоторыми наблюдениями, с которыми сталкивались в работе с различными инженерными пластиками, и расскажу о нюансах обработки, которые часто упускают из виду.
Сложность выбора инструмента и режимов резания
Первая и, пожалуй, самая важная проблема – это выбор инструмента. Нельзя использовать инструмент, предназначенный для обработки стали, для обработки, например, полиамида или полипропилена. Это гарантированно приведет к образованию заусенцев, оплавлению материала и преждевременному износу инструмента. Мы, например, работали с полиацеталом (POM) – материал, который кажется достаточно простым, но требует особого подхода к выбору скорости резания и подачи. Слишком высокая скорость, и материал начинает плавиться; слишком низкая, и инструмент быстро затупится. Иногда приходится экспериментировать с различными типами победитовых фрез, выбирая оптимальную геометрию режущей кромки.
Вопрос режимов резания тесно связан с материалом. Например, для обработки поликарбоната часто рекомендуют использовать более низкую подачу и более высокую скорость резания по сравнению с полиэтиленом высокой плотности. Не стоит забывать и о охлаждении. Для многих инженерных пластиков, особенно при высоких скоростях резания, необходимо использовать специальные охлаждающие жидкости, чтобы предотвратить перегрев и деформацию материала. В нашей компании ООО Циндао Дэфэнюань Международная Торговля мы активно используем системы непрерывного охлаждения при обработке сложных деталей.
Иногда, даже при соблюдении всех вышеперечисленных условий, возникают проблемы с отводом стружки. Некоторые инженерные пластики обладают высокой адгезией, поэтому стружка может прилипать к инструменту и детали, что ухудшает качество обработки и увеличивает износ инструмента. В таких случаях необходимо использовать специальные приспособления для удаления стружки или применять специальные смазочно-охлаждающие жидкости, содержащие смазывающие присадки.
Проблемы с адгезией и деформацией
Еще одна проблема, с которой часто сталкиваются при обработке инженерных пластиков, – это адгезия. Многие пластики имеют тенденцию прилипать к инструменту, особенно при высоких скоростях резания. Это приводит к образованию заусенцев, ухудшению качества поверхности и преждевременному износу инструмента. Иногда возникает необходимость использовать специальные покрытия на инструменте, чтобы снизить адгезию. Например, титановые покрытия или DLC (Diamond-Like Carbon) покрытия. Хотя они и увеличивают стоимость инструмента, но в долгосрочной перспективе это может быть экономически целесообразно.
Деформация деталей – это еще одна серьезная проблема, особенно при обработке больших и тонких деталей. Пластик может деформироваться под действием силы резания, что приводит к отклонению детали от заданных размеров. Чтобы избежать деформации, необходимо использовать специальные методы фиксации детали. Например, можно использовать приспособления с вакуумной фиксацией или специальные зажимы. Также можно использовать методы предварительной деформации детали, чтобы компенсировать деформацию, возникающую при обработке.
Важно помнить, что каждая деталь уникальна. Нельзя полагаться только на общие рекомендации по обработке. Необходимо учитывать материал детали, ее размеры и геометрию, а также используемый инструмент и режимы резания. Иногда приходится проводить пробные обработки, чтобы подобрать оптимальные параметры. Это может потребовать дополнительных затрат времени и ресурсов, но в долгосрочной перспективе это поможет избежать проблем и улучшить качество продукции.
Примеры из практики: успехи и неудачи
Недавно у нас был заказ на изготовление сложных деталей из PEEK (полиэтелен эфир кетон). PEEK – это высокотехнологичный полимер, который обладает высокой термостойкостью и химической стойкостью. Однако он также очень трудно обрабатывается. Мы потратили несколько недель на поиск оптимального инструмента и режимов резания. Использовали различные фрезы с победитовым покрытием, экспериментировали с скоростью резания и подачей, применяли систему непрерывного охлаждения. В итоге, удалось добиться хорошего качества поверхности и избежать деформации детали. Но, к сожалению, из-за высокой стоимости материала и инструмента, себестоимость детали оказалась очень высокой.
Были и неудачи. Однажды мы пытались обработать полиуретан, используя обычную фрезу. В результате, фреза быстро затупилась, деталь получилась с заусенцами, а поверхность была сильно повреждена. Пришлось срочно покупать новый инструмент и переделывать деталь. Этот опыт научил нас тому, что нельзя недооценивать сложность обработки различных инженерных пластиков.
В последнее время мы все чаще используем методы аддитивного производства – 3D-печать. Это позволяет изготавливать сложные детали из инженерных пластиков без использования фрезерования. Однако, 3D-печать имеет свои ограничения – например, более низкая точность и более высокая стоимость по сравнению с фрезерованием. В зависимости от задачи, необходимо выбирать наиболее подходящий метод производства.
Будущее обработки инженерных пластиков
По моему мнению, в будущем обработка инженерных пластиков будет становиться все более автоматизированной и роботизированной. Появятся новые инструменты и технологии, которые позволят обрабатывать пластики более точно и эффективно. Например, активно развивается направление микро-обработки пластиков, которое позволяет изготавливать детали с очень малыми размерами и высокой точностью. Также, ожидается появление новых материалов, которые будут более устойчивы к воздействию высоких температур и химических веществ.
Очень перспективным направлением является использование искусственного интеллекта для оптимизации режимов резания и контроля качества обработки. ИИ может анализировать данные о материале, инструменте и режимах резания, чтобы предложить оптимальные параметры обработки. Это позволит повысить производительность и снизить затраты на производство.
Не стоит забывать и об экологической безопасности. В будущем будет все больше внимания уделяться использованию экологически чистых материалов и технологий обработки. Например, разрабатываются новые методы резки и обработки, которые не используют вредные химические вещества.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Плиты из сверхвысокомолекулярного полиэтилена
Плиты из сверхвысокомолекулярного полиэтилена -
 Другие инженерные материалы: PP, PVC, PA
Другие инженерные материалы: PP, PVC, PA -
 Плавучие тела для загрязнений и трубопроводов из полиэтилена
Плавучие тела для загрязнений и трубопроводов из полиэтилена -
 Буи корабельного типа из сверхвысокомолекулярного полиэтилена
Буи корабельного типа из сверхвысокомолекулярного полиэтилена -
 Тренировочные скользящие панели
Тренировочные скользящие панели -
 Износостойкие футеровочные плиты
Износостойкие футеровочные плиты -
 Скользящие транспортировочные плиты
Скользящие транспортировочные плиты -
 Тренировочные панели для футбола
Тренировочные панели для футбола -
 Отбойные плиты для причалов
Отбойные плиты для причалов -
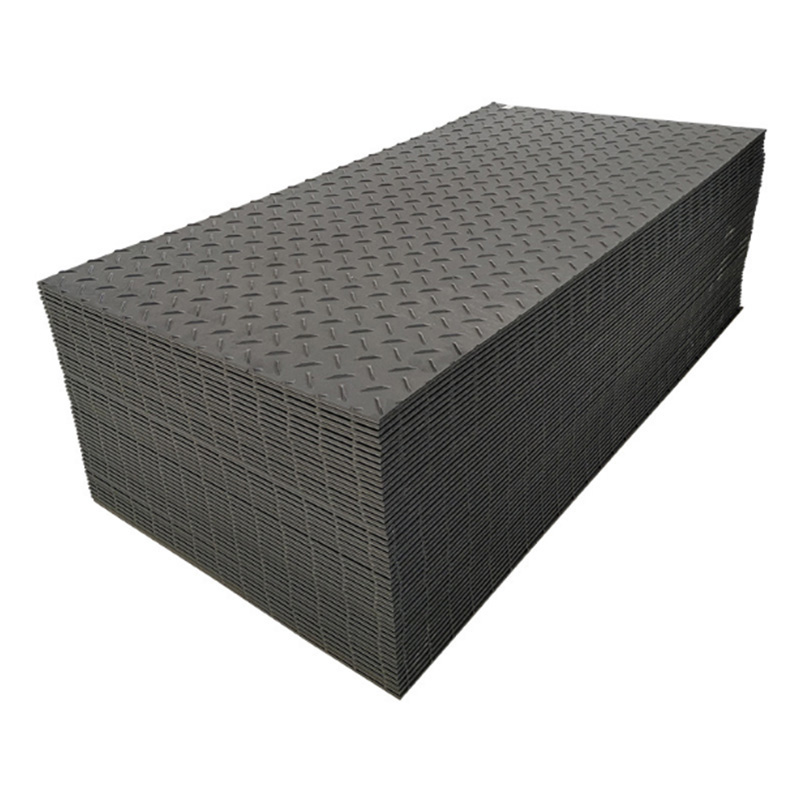
 Соединительные дорожные плиты
Соединительные дорожные плиты -
 Понтоны платформ из полиэтилена
Понтоны платформ из полиэтилена -
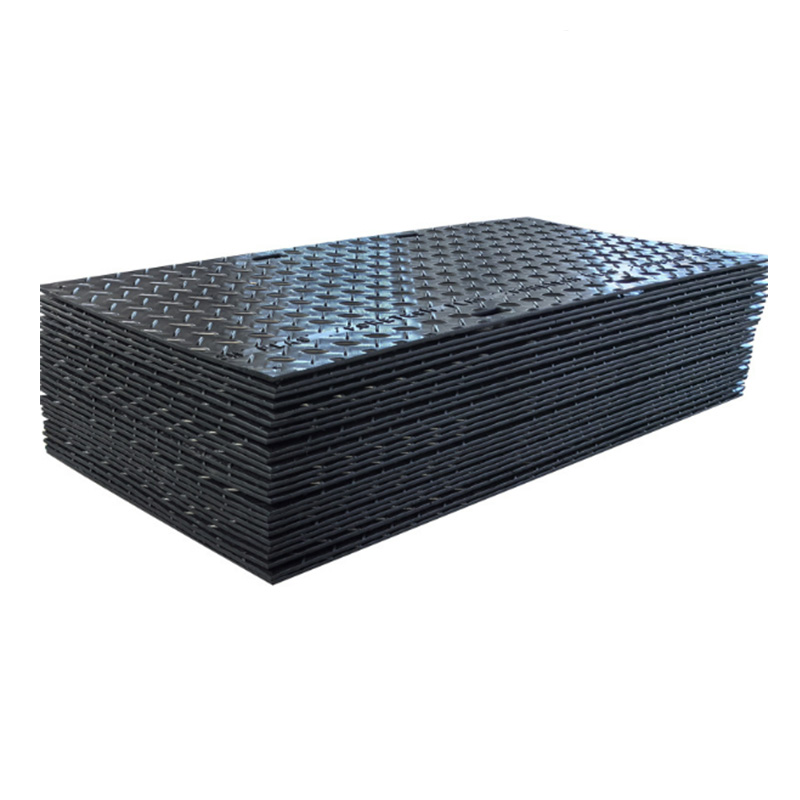
 Дорожные плиты с двусторонней текстурой
Дорожные плиты с двусторонней текстурой
Связанный поиск
Связанный поиск- полиэтиленовые профильные изделия завод
- полиэтиленовые профильные изделия Поставщик
- причальные швартовные панели Поставщики
- панели стадионного ограждения из высокомолекулярного полиэтилена Поставщики
- стержни из сверхвысокомолекулярного полиэтилена
- многофункциональная доска для отжиманий заводы
- компоненты из инженерных пластиков заводы
- тренировочные коврики для скольжения завод
- промышленные защитные панели из борированного полиэтилена Поставщик
- пластиковые листы на заказ Поставщик