-


-
-



Wechat

-
WhatsApp


Комплектующие для полиэтиленового оборудования
Когда говорят про комплектующие для полиэтиленового оборудования, многие сразу представляют себе просто набор втулок, шестерён или подшипников. Но это поверхностно. В реальности, особенно когда работаешь с оборудованием для переработки полиэтилена — будь то экструдеры, выдувные машины или термопластавтоматы — понимаешь, что ключевое значение имеет не просто ?железо?, а материалы, из которых эти детали сделаны, и их совместимость с конкретным технологическим процессом. Ошибка в выборе может стоить не просто простоя, а полной переделки узла.
Базовое заблуждение: ?Полиэтилен — он и в Африке полиэтилен?
Частая ошибка, с которой сталкиваюсь, — это отношение к полимерному оборудованию как к чему-то универсальному. Мол, поставил любой червяк в экструдер — и работай. Но если речь идёт о переработке, скажем, вторичного HDPE или о работе с UHMWPE, то требования к износостойкости и коэффициенту трения у комплектующих совершенно другие. Обычная сталь здесь быстро сдаётся. Видел случаи, когда на линиях по производству листов из ПНД быстро изнашивались направляющие плиты и прижимные губки, потому что их взяли ?из общего склада?, не учитывая абразивность материала.
Именно поэтому в своей практике я давно обратил внимание на специализированных поставщиков, которые понимают эту разницу. Например, в ассортименте ООО ?Циндао Дэфэнюань Международная Торговля? (их сайт — dfycorp.ru) есть не просто ?детали?, а целые линейки изделий из сверхвысокомолекулярного полиэтилена и полиэтилена высокой плотности, которые проектируются именно как изнашиваемые или ответственные узлы для такого оборудования. Это не просто замена, это инженерное решение.
Помню один проект по модернизации старой выдувной машины. Заказчик хотел заменить изношенные направляющие каретки, но бюджет был ограничен. Предложили ему вариант с обычными стальными, оцинкованными. Через три месяца — снова шум, заедание, потеря точности. Пришлось переделывать, но уже с плитами из UHMWPE. Да, дороже изначально, но тишина работы и отсутствие смазки (сам материал антифрикционный) окупили разницу за полгода за счёт снижения обслуживания. Вот она, цена неправильного выбора комплектующих для полиэтиленового оборудования.
Ключевые узлы и материалы: где кроются проблемы
Если разбирать оборудование по косточкам, то несколько узлов требуют самого пристального внимания. Во-первых, это зона загрузки и пластикации экструдера. Шнеки, цилиндры, обратные клапаны. Абразивный износ здесь колоссальный, особенно если в сырье есть примеси. Стандартные биметаллические решения хороши, но для агрессивных сред или для работы с UHMWPE часто нужны вставки или гильзы из особо стойких материалов. В каталоге Дэфэнъюань, кстати, есть литьевые вставки — под такие задачи они могут быть спасением.
Во-вторых, это направляющие и скользящие поверхности на резаках, транспортировочных тележках, в механизмах съёма. Тут на первый план выходит коэффициент трения и ?сухое? скольжение. Применение панелей из UHMWPE вместо смазываемых стальных рельсов — классическое решение, которое, однако, до сих пор многие внедряют с опаской. Сомнения обычно в прочности. Но если взять панели должной толщины и с правильной системой крепления (а не просто прикрутить на саморезы), то они выдерживают нагрузки ничуть не хуже, при этом не ржавеют и не требуют постоянного ухода.
И третий, часто упускаемый из виду момент — это контактные поверхности в зоне формования или калибровки. Например, в оборудовании для производства труб или профилей. Температура, давление, возможное налипание материала. Здесь детали из специальных марок HDPE или композитов на его основе могут предотвратить пригар и упростить очистку инструмента. Это не всегда прописано в паспорте станка, но приходит с опытом: иногда проще и дешевле заказать калибровочную губку или прокладку из подходящего полимера, чем каждый раз бороться с чисткой стальной.
Случай из практики: неудача, которая научила больше, чем успех
Хочется рассказать про один не самый удачный опыт, который хорошо иллюстрирует важность деталей. Был заказ на поставку комплектующих для небольшой линии по производству плёнки. Требовались новые прижимные валики в узле намотки. Исходя из соображений экономии, решили изготовить их не с полиуретановым, а с HDPE покрытием. Казалось бы, полиэтилен по полиэтилену — должно работать.
Но не учли специфику: на валиках должна была быть очень точная продольная насечка для предотвращения проскальзывания полотна. При фрезеровке этой насечки на HDPE, из-за его вязкоупругих свойств, кромки получались не чёткими, а слегка ?замятыми?. В работе это привело к тому, что на высоких скоростях намотки плёнка начала ?вилять?, появилась неравномерность натяжения. Проблему в итоге решили, заказав валики с покрытием из другого, более жёсткого инженерного пластика, но время и деньги были потрачены.
Вывод для себя сделал простой, но важный: даже в рамках полиэтиленового оборудования нельзя механически переносить решения с одного узла на другой. Каждая деталь работает в своём режиме нагрузки, температуры, скорости. И материал для неё нужно подбирать не по названию ?полиэтилен?, а по конкретным техническим характеристикам: модуль упругости, стойкость к ползучести, ударная вязкость. Теперь, когда смотрю на ассортимент вроде того, что предлагает Дэфэнъюань — листы, стержни, детали из UHMWPE и HDPE — я мысленно сразу прикидываю, для какого именно узла и условия какая позиция подойдёт лучше.
Взаимосвязь с другими продуктами: не только детали
Работая с комплектующими, начинаешь видеть их связь с другими продуктами компании. Это не изолированный складской товар. Вот, например, у той же Дэфэнъюань в портфеле есть швартовные плиты и износостойкие панели из UHMWPE. По сути, это те же самые материалы, что могут идти на изготовление крупногабаритных направляющих или защитных кожухов для оборудования. Или опорные плиты — их технология производства и контроль качества очень близки к производству ответственных монтажных платформ под тяжёлые узлы полимерперерабатывающих машин.
Это важно, потому что надёжный поставщик — это не тот, у кого есть одна нужная тебе втулка, а тот, кто понимает весь цикл и может предложить решение из своего же материала для смежной задачи. Скажем, нужно сделать износостойкий бункер-накопитель для гранулята. Зная, что компания делает ротационное формование крупногабаритных изделий, можно обсуждать с ними не просто покупку листа, а изготовление цельного бункера под конкретные размеры. Это экономит время на проектирование и монтаж.
То же самое с дорожными плитами и тренировочными щитами. Звучит далеко от оборудования? Не совсем. Методы контроля качества, испытания на ударную прочность и стабильность геометрии у таких продуктов — это прямое свидетельство стабильности свойств самого материала. А если материал стабилен в плитах, то он будет стабилен и в стержне, из которого ты выточишь приводную шестерню для цепного транспортера у той же экструзионной линии.
Итоговые соображения: на что смотреть при выборе
Подводя неформальный итог, скажу, что выбор комплектующих для полиэтиленового оборудования — это всегда компромисс между ценой, сроком поставки и техническим соответствием. Но есть несколько пунктов, на которые я теперь всегда обращаю внимание в первую очередь. Первое — это чёткое понимание условий работы детали: температура, нагрузка, тип контакта (скольжение, удар, трение), наличие химических сред. Без этого разговора с поставщиком начинаются в пустоту.
Второе — это готовность поставщика предоставить не просто сертификат, а техданные на материал, а в идеале — примеры аналогичных применений. Когда видишь, что компания, как ООО ?Циндао Дэфэнюань?, сама производит широкий спектр изделий из этих материалов (от литьевых вставок до ледовых арен), это косвенно говорит о глубине переработки и понимании свойств полимера. Им можно задавать вопросы не только о размере, но и о рекомендуемых способах механической обработки или крепления.
И третье, самое, пожалуй, важное — не бояться пробовать. Стандартное решение из каталога производителя оборудования — это часто лишь один из вариантов. Модернизация с применением специализированных полимерных комплектующих может дать существенный выигрыш в ресурсе, энергоэффективности (за счёт снижения трения) и культуре производства. Но начинать лучше с одного, самого проблемного узла, чтобы наглядно оценить эффект. Как в той истории с направляющими каретки — иногда одно точечное изменение меняет впечатление от работы всей линии.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Тренировочные панели для хоккея
Тренировочные панели для хоккея -
 Навигационные буи из сверхвысокомолекулярного полиэтилена
Навигационные буи из сверхвысокомолекулярного полиэтилена -
 Буи корабельного типа из сверхвысокомолекулярного полиэтилена
Буи корабельного типа из сверхвысокомолекулярного полиэтилена -
 Литьевые изделия
Литьевые изделия -
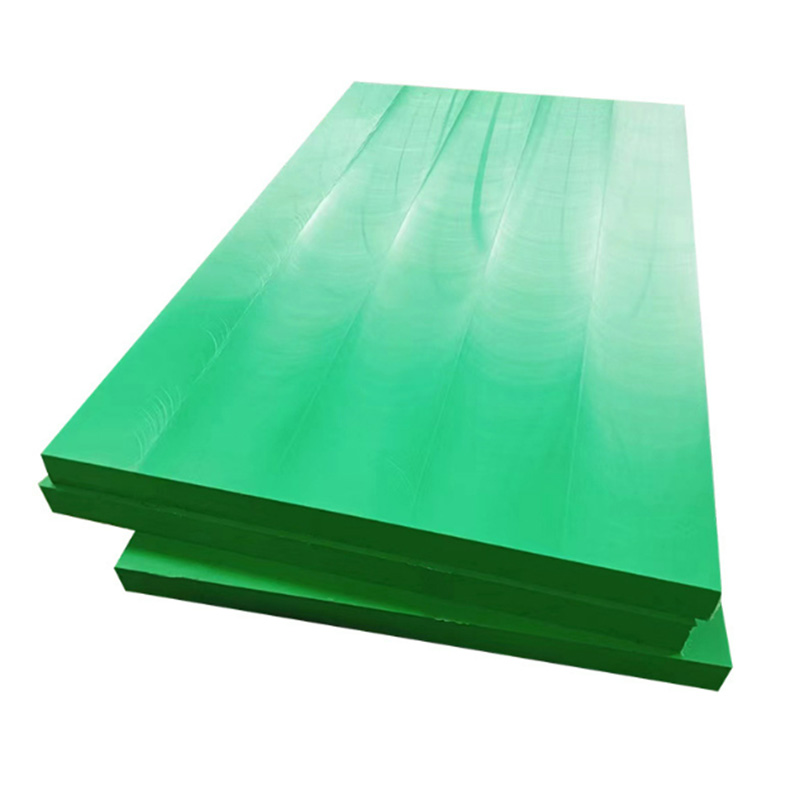
 Плиты из сверхвысокомолекулярного полиэтилена
Плиты из сверхвысокомолекулярного полиэтилена -
 Опорные подкладки
Опорные подкладки -
 Отбойные плиты для причалов
Отбойные плиты для причалов -
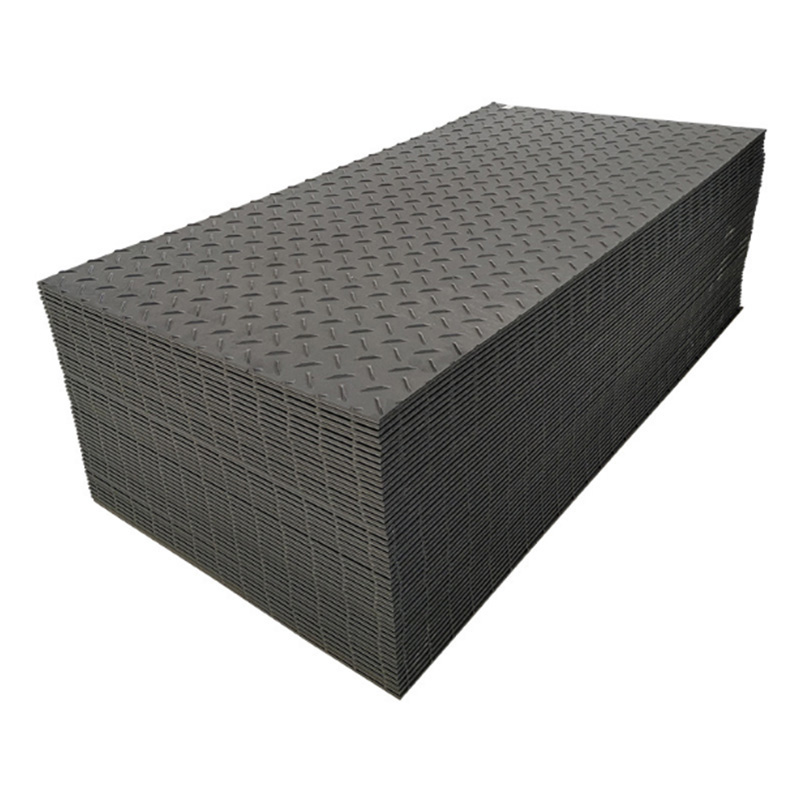 Дорожные плиты с двусторонней текстурой
Дорожные плиты с двусторонней текстурой -
 Анкерные плиты PE
Анкерные плиты PE -
 Анкерные плиты типа V-LOCK
Анкерные плиты типа V-LOCK -
 Тренировочные панели для футбола
Тренировочные панели для футбола -
 Износостойкие футеровочные плиты для угольных/зерновых бункеров
Износостойкие футеровочные плиты для угольных/зерновых бункеров
Связанный поиск
Связанный поиск- плавучие опоры для трубопроводов Поставщики
- полиэтиленовые ролики
- хоккейные защитные ограждения и борта Производители
- PP-листы заводы
- втулка полиэтиленовая под фланец диаметр Поставщики
- свинцово-борный полиэтиленовый радиационно-защитный лист цена
- втулка полиэтиленовая под фланец удлиненная Основная страна покупателя
- пластиковые дорожные панели для тяжелого строительного оборудования Поставщик
- пластиковый анкерный лист завод
- скользящая панель грузовика из UHMWPE Поставщики