-


-
-



Wechat

-
WhatsApp


втулка полиэтиленовая под фланец литая удлиненная Производитель
Втулка полиэтиленовая под фланец литая удлиненная Производитель… Звучит технически, но на практике это часто оказывается задачей, требующей не просто поиска поставщика, а понимания нюансов производства и применения. Я вот много раз сталкивался с тем, как кажущийся простой деталь может существенно влиять на надежность и долговечность всего узла. Попытаюсь поделиться опытом, основанным на реальных заказах и наблюдениях, без излишней воды и сложных терминов. В основном, работаем с промышленными клиентами, и для них важны не только характеристики материала, но и точность геометрии, стабильность размеров и, конечно, цена. Часто встречаются ситуации, когда стандартные решения просто не подходят, и приходится прибегать к литью.
Что нужно знать о залитых полиэтиленовых втулках?
Начнем с базового: литые втулки под фланец – это, по сути, детали, изготовленные путем заливки полимерного материала в форму, которая соответствует требуемой геометрии. В отличие от, например, механической обработки, литье позволяет создавать сложные формы с высокой точностью. Но главное – выбор полимера. Полиэтилен – хороший выбор с точки зрения износостойкости и химической стойкости, но важно понимать, какой именно сорт использовать. HDPE (высокой плотности) – более жесткий, подходит для более высоких нагрузок. UHMWPE (сверхвысокомолекулярный полиэтилен) – обладает исключительной износостойкостью, низким коэффициентом трения и высокой ударной вязкостью, что делает его идеальным для работы в агрессивных средах. Мы часто используем UHMWPE для деталей, подверженных интенсивному трению и истиранию. Вот только цена у него выше.
Один из самых частых вопросов – длина. 'Удлиненная' втулка, как правило, нужна для обеспечения достаточного люфта между фланцем и соединяемым элементом. Иногда это просто необходимо для компенсации теплового расширения или для упрощения сборки-разборки. Важно понимать, какая именно длина требуется, и учитывать возможные погрешности при литье. Мы всегда делаем тестовые партии, чтобы убедиться, что деталь соответствует заданным параметрам. Еще один момент – допускается ли наличие внутренних напряжений после литья? Это зависит от толщины стенки и процесса охлаждения. Нужно учитывать, что большие деформации при охлаждении могут привести к появлению трещин и снижению прочности.
Типичные проблемы и способы их решения
Часто встречаются проблемы с браком. Самый распространенный – это дефекты поверхности: пористость, трещины, неровности. Причин может быть несколько: неправильный состав полимера, загрязнение формы, недостаточная температура заливки, неравномерное охлаждение. В нашем случае, когда речь идет о производительстве, строго контролируем все эти параметры. Используем только проверенное сырье от надежных поставщиков. Оборудование регулярно обслуживаем и калибруем. Процесс охлаждения оптимизируем для минимизации деформаций.
Еще одна проблема – это размерные отклонения. Небольшие отклонения допускаются, но если они превышают допустимые пределы, деталь может не подходить для сборки. Чтобы этого избежать, используем точное оборудование и тщательно контролируем размеры готовых деталей. С удовольствием сотрудничаем с конструкторами, чтобы они включали наши детали в свои проекты на ранней стадии, и мы могли вместе оптимизировать конструкцию и процесс производства.
Контроль качества: наш приоритет
Качество – это не просто красивая фраза, это наша работа. Мы используем различные методы контроля качества: визуальный осмотр, измерение размеров, испытания на прочность и износостойкость. Для литых втулок под фланец особенно важен контроль качества поверхности и точность размеров. В нашем цеху есть оборудование для контроля размеров с высокой точностью, а также для проведения испытаний на износостойкость и ударную вязкость.
Пример из практики: заказ для нефтегазовой отрасли
Недавно нам поступил заказ на литые втулки под фланец удлиненные для нефтегазовой отрасли. Клиенту требовались детали из UHMWPE для использования в условиях повышенной агрессивности (высокие температуры, химически активные среды, интенсивное трение). Особенностью заказа была необходимость обеспечить высокую точность размеров и долговечность детали. Мы разработали специальный технологический процесс, оптимизированный для работы с UHMWPE. Использовали высококачественный полимер и строгий контроль качества на всех этапах производства. Заказ был выполнен в срок и полностью соответствовал требованиям клиента. С тех пор мы сотрудничаем с этой компанией на постоянной основе.
Будущее производства втулок: что нас ждет
Сейчас активно развивается направление аддитивного производства (3D-печати). Пока что 3D-печать не позволяет производить детали из полиэтилена с такой же точностью и прочностью, как литье, но эта технология развивается очень быстро. В будущем, возможно, 3D-печать станет альтернативой литью для производства литых втулок под фланец удлиненные. Мы следим за развитием этой технологии и готовы к ее внедрению.
Если у вас есть потребность в литых втулках под фланец литая удлиненная Производитель, обращайтесь к нам. Мы подберем оптимальное решение, учитывая ваши требования и бюджет. У нас есть опыт работы с различными полимерами и технологиями производства. С удовольствием проконсультируем вас и поможем с выбором.
Для более подробной информации о нашей компании и ассортименте продукции вы можете посетить наш сайт: https://www.dfycorp.ru.
H3 Различные виды фланцев и их влияние на выбор втулки
Выбор втулки, очевидно, должен гармонировать с типом фланца. Некоторые фланцы имеют более сложные формы, требующие особого подхода к литью. Например, фланцы с большим количеством ребер или выступов могут затруднить процесс извлечения детали из формы. В таких случаях требуется использование специальных технологий и оборудования. Также важно учитывать материал фланца – от этого зависит совместимость полимера втулки. Встречаются случаи, когда полимер может вступать в реакцию с металлом фланца, что приводит к ухудшению свойств втулки. Поэтому, при выборе литых втулок под фланец литая удлиненная Производитель необходимо учитывать все эти факторы.
Не стоит забывать и о нагрузках, которые будет испытывать втулка. Если втулка будет подвергаться высоким нагрузкам, требуется использование более прочного полимера и более толстой стенки. Также важно учитывать условия эксплуатации – температура, химическая агрессивность, механические воздействия. Все эти факторы необходимо учитывать при выборе полимера и технологии литья. Мы всегда готовы предоставить консультацию по выбору оптимального решения для ваших задач.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Анкерные плиты типа V-LOCK
Анкерные плиты типа V-LOCK -
 Плиты из сверхвысокомолекулярного полиэтилена
Плиты из сверхвысокомолекулярного полиэтилена -
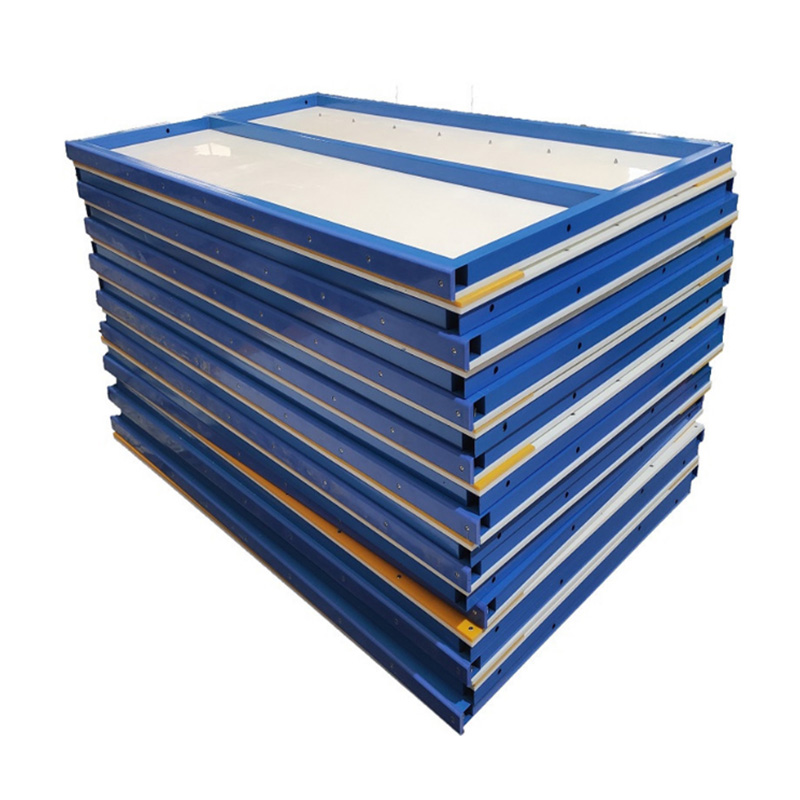
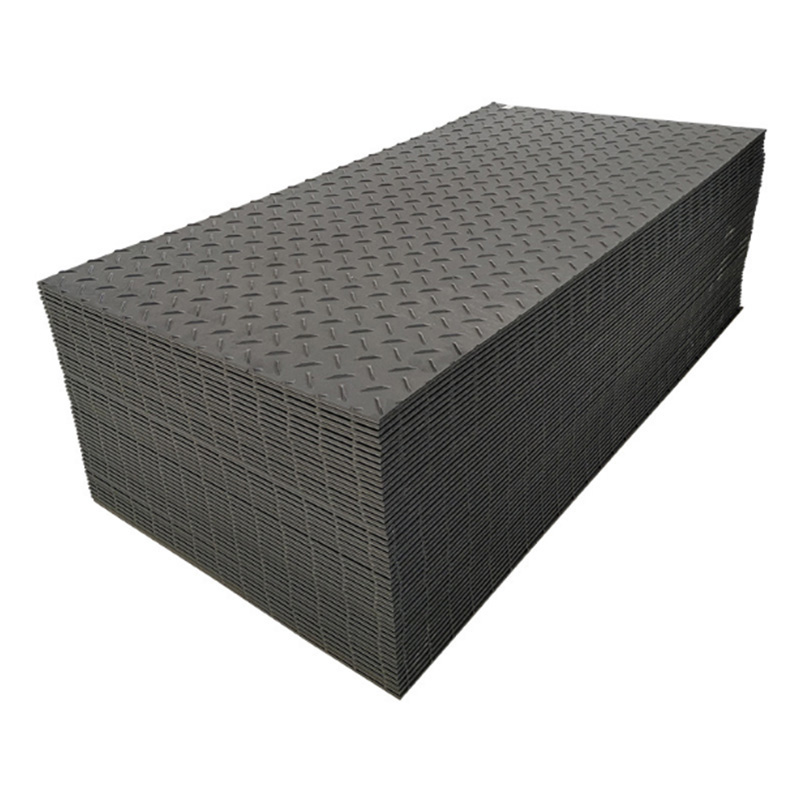
 Тяжелые дорожные плиты
Тяжелые дорожные плиты -
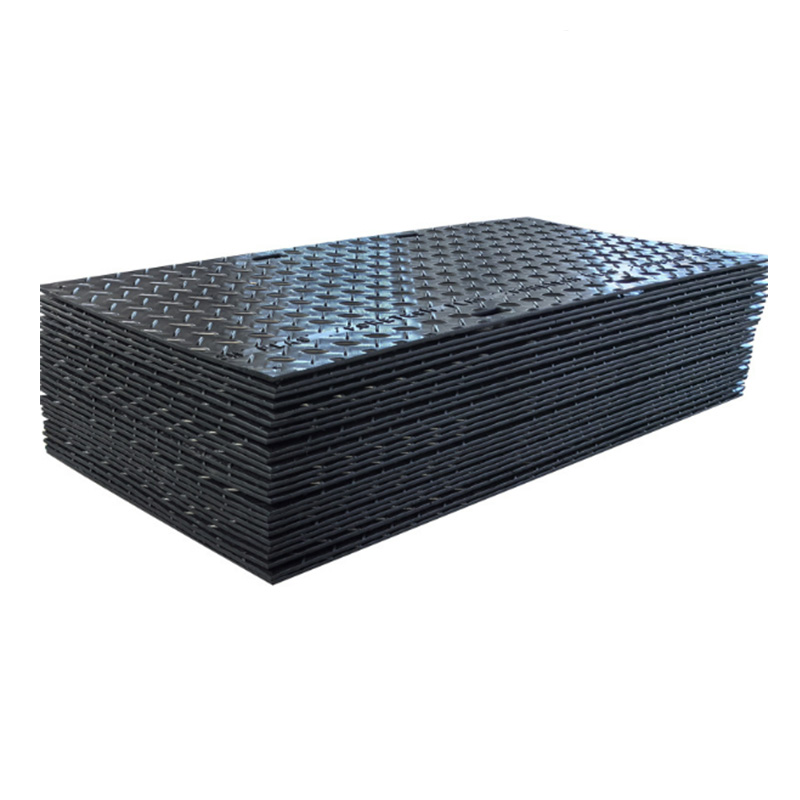
 Дорожные плиты с двусторонней текстурой
Дорожные плиты с двусторонней текстурой -
 Соединительные дорожные плиты
Соединительные дорожные плиты -
 Фасонные изделия из сверхвысокомолекулярного полиэтилена
Фасонные изделия из сверхвысокомолекулярного полиэтилена -
 Имитационные ледовые панели
Имитационные ледовые панели -
 Плавучие тела для загрязнений и трубопроводов из полиэтилена
Плавучие тела для загрязнений и трубопроводов из полиэтилена -
 Стержни из полиэтилена высокой плотности
Стержни из полиэтилена высокой плотности -
 Бортовые отбойные плиты для судов
Бортовые отбойные плиты для судов -
 Износостойкие футеровочные плиты для угольных/зерновых бункеров
Износостойкие футеровочные плиты для угольных/зерновых бункеров -
 Плиты из полиэтилена высокой плотности
Плиты из полиэтилена высокой плотности
Связанный поиск
Связанный поиск- судовая причальная панель
- антиударные пластиковые борта для хоккея Производитель
- износостойкие и коррозионностойкие судовые отбойные щиты цена
- медицинские скользящие транспортировочные пластины цена
- коррозионностойкие полиэтиленовые пластиковые шпалы Основная страна покупателя
- экологически чистые полиэтиленовые пластиковые шпалы Поставщик
- износостойкие усиленные подкладки UHMWPE для выносных опор Основная страна покупателя
- опорные плиты UHMWPE для выносных опор Производитель
- временная дорожная панель из HDPE Поставщики
- втулка под фланец литая полиэтиленовая заводы